The above video demonstrates tinning on SOIC type components. During this video demonstration, the solder pot shroud and nitrogen inerting was removed to clearly show the tinning process.
Outline
This procedure covers the robotic tinning of QFN and DFN components.
Caution: Due to the need to completely control the rates of immersion and emersion of the QFN and DFN component lands and the dwell times in and between each process step, a robotic hot solder dip is recommended for QFN and DFN component tinning. Semi-automatic or purely manual solder dipping processes may not be capable of completely controlling the rates of immersion and emersion of the QFN and DFN component lands and only provide approximate dwell dipping times in the solder bath. Greater variation in the process may cause a higher chance of damage, including latent reliability problems.
Manual dipping required for full solder finish replacement is different than manual dipping currently practiced for meeting solderability requirements because of the increased need for 100% coverage on the QFN and DFN component lands to prevent whisker growth. Certain electronic component package styles may not lend themselves to robotic hot solder dipping and may require alternative processing.
Minimum Skill Level - Expert
Recommended for technicians with advanced soldering and component rework skills and extensive experience in most repair/rework procedures.
Conformance Level - High
This procedure most closely duplicates the physical characteristics of the original, and most probably complies with all the functional, environmental and serviceability factors.
Safety Glasses
Protect your eyes and your vision with proper safety glasses.
Solder Flux
Used to prepare solder surfaces and to prevent formation of oxides during soldering.
Tweezers
Multiple sizes and tip configurations of tweezers for various small parts handling needs.
Vacuum Pickup Tool
Manual or powered vacuum pickup tool for handling small parts and electrinic components.
Wipes
Nonabrasive, low-linting wipes for cleanup.
Images and Figures
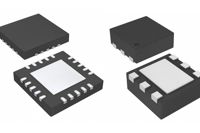
QFN and DFN Components.
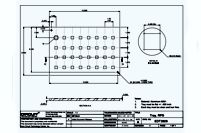
Figure 1. Custom holding fixture tray.
Figure 2. Robotic tinning system for controlled tinning of components.
Procedure
Ensure the QFN or DFN components to be processed meet the requirements for acceptable Moisture Sensitivity Level (MSL).
Note: For information on baking and moisture level control, see 2.5 Baking and Preheating.
A matrix tray or custom holding fixture tray will be required if the components are supplied on tape and reel. (Figure 1.)
Set up the Robotic Tinning System with the proper process parameters, including solder immersion depth, dwell times, insertion and extraction speeds, solder temperature, and other settings. (Figure 2.)
Note: Refer to the QFN or DFN component datasheet for guidelines regarding component peak temperature specifications and other process parameters.
Load the components onto the fixture or matrix tray and place them into the Robotic Tinning System.
Activate the Robotic Tinning System's process cycle.
Using a multi-head vacuum pickup, pick up a row of QFN or DFN components from the fixture or matrix tray.
Apply flux to the QFN or DFN component lands.
Remove the excess flux using the robotic system air knife.
Run the components through the preheat stage to activate the flux and reduce the likelihood of temperature shock when placed in the liquidus solder.
Dip the leads of the QFN or DFN components into the solder pot and rotate the nozzle(s) until all the lands have been tinned.
Run the components through a filtered hot water rinse to remove the flux residues.
Dry the components using the robotic system air knife.
Return the tinned QFN or DFN components to their original position in the tray.
Complete the cleaning by washing the components in a cleaning system.
Dry the components in a general-purpose oven.
Visually inspect the QFN or DFN components' appearance, cleanliness, and condition. Check the lands for acceptable solder coverage and inspect the body of the component for abnormalities.
Before packaging for shipping, dry the components again in a general-purpose oven at a temperature and for a time that meets the components' stated Moisture Sensitivity Level (MSL) requirement from the manufacturer's datasheet.
Evaluation
Visual examination
Tests or other inspection criteria as specified by customer drawings.